Технология монтажа трубопроводов водопровода
Технология монтажа трубопроводов водопровода из индустриальной заготовки
Стальные трубопроводы, прокладываемые по подвалу и по помещениям, соединяются на сварке и на резьбе (рис.1, 2). При соединении черных труб широко применяется газовая ацетиленовая и ручная электродуговая сварка. При соединении оцинкованных труб применяют резьбовые соединения.

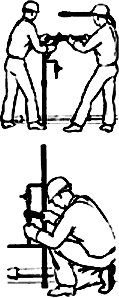

Рис.1. Прокладка трубопроводов внутреннего водопровода на сварке
Рис.2. Прокладка трубопроводов внутреннего водопровода на резьбе
Рис.3. Монтаж укрупненных узлов (блоков) систем водоснабжения и канализации:
1— компенсационный патрубок; 2— вертикальный блок; 3— горизонтальный блок; 4— места соединения блоков; 5— тройник
Трубопроводы диаметром до 40 мм крепятся к строительным конструкциям, как правило, хомутами, при больших диаметрах с помощью кронштейнов или подвесок. Магистральные трубопроводы допускается прокладывать по кирпичным и бетонным опорам.
Монтаж трубопроводов водопровода в основном выполняется из индустриальной заготовки — узлов и деталей, изготовленных на заготовительных мастерских. Заготовки доставляются на объекты в контейнерах или ящиках и имеют сопроводительную документацию. К каждому контейнеру (ящику) прикрепляется табличка с маркировкой упакованных заготовок, которая определяет принадлежность данной заготовки к определенному объекту и системе. Марка имеет три цифры. Первая обозначает объект или номер заказа на изготовление, вторая — чертеж, согласно которому монтируется данный узел (заготовка), третья — номер эскиза данной заготовки, например: 48-18-1 или 48-18/1. Качество заготовки проверяется внешним осмотром и контрольным обмером.
При применении заготовок, подводки холодного и горячего водопровода к раковинам, мойкам, умывальникам и ваннам собираются на заготовительных предприятиях в единую гребенку (узел) и в таком виде доставляются на объект.
При этом весь процесс монтажа подводок сводится к определению их проектного положения, креплению к стене и установке водоразборной арматуры. Водоразборная арматура укомплектовывается маховиками или ручками.
Если при монтаже используются санитарно-технические блоки (рис.3), то монтаж сводится к стыковке и соединению между собой трубопроводов водоснабжения и канализации, смонтированных в блоках.
9. Требования и рекомендации при монтаже трубопроводов водопроводной сети
Монтажное положение стояка
Особенности монтажа горячего водопровода
В процессе производства монтажных работ следует соблюдать ряд рекомендаций и требований:
— трубопроводы следует прокладывать с уклоном 0,002-0,005 в сторону водоразборной арматуры;
— все соединения должны располагаться вне стен, перегородок и перекрытий;
— разъемные соединения в виде сгонов следует располагать в удобных для монтажа местах. На водопроводных стояках они устанавливаются в их нижней части после отключающего вентиля. На разводящих трубопроводах сгоны устанавливаются после отключающих вентилей, после вентилей на подводках к смывным бачкам и писсуарам, а также на подводках к приборам и оборудованию;
— в низших точках системы предусматриваются пробки для опорожнения;
— при открытой прокладке стояков отклонение от вертикали не должно превышать 2 мм на 1 м их длины. Крепление стояков следует располагать на высоте 1,5-1,8 м от уровня чистого пола;
— при открытой прокладке в жилых домах и общественных зданиях стояков и разводок систем холодного и горячего водоснабжения расстояние от поверхности штукатурки или облицовки до оси трубопровода следует выдерживать 35-55 мм при его диаметре до 32 мм и 50-60 мм — при его диаметре 40-50 мм. В случае больших диаметров трубопроводов эта величина указывается в проекте.
Монтажное положение стояка определяется в зависимости от его диаметра, см. рис.1.

Рис.1 Схема расположения стояка
При  50 мм, а=45 мм, при 100 мм, а=75 мм. Отклонение от вертикали — не более 2 мм на 1 м длины трубопровода. Места прохода трубопроводов холодного водоснабжения через деревянные строительные конструкции следует обертывать рубероидом, а при пересечении трубопроводами системы горячего водоснабжения конструкций перекрытий, внутренних стен и перегородок они заключаются в гильзы, обеспечивающие свободное перемещение труб при изменении температуры транспортируемой среды. Края гильз располагаются заподлицо с поверхностями стен, перегородок и потолков и выступают выше отметки чистого пола на 20-30 мм.
50 мм, а=45 мм, при 100 мм, а=75 мм. Отклонение от вертикали — не более 2 мм на 1 м длины трубопровода. Места прохода трубопроводов холодного водоснабжения через деревянные строительные конструкции следует обертывать рубероидом, а при пересечении трубопроводами системы горячего водоснабжения конструкций перекрытий, внутренних стен и перегородок они заключаются в гильзы, обеспечивающие свободное перемещение труб при изменении температуры транспортируемой среды. Края гильз располагаются заподлицо с поверхностями стен, перегородок и потолков и выступают выше отметки чистого пола на 20-30 мм.
При монтаже трубопроводов горячего водоснабженияследует учитывать их неизбежные температурные удлинения. Считается, что удлинение стального трубопровода горячей воды составляет примерно 1 мм на 1 м трубопровода. Они могут восприниматься поворотами труб, осуществляемыми при прокладке, и компенсаторами, устраиваемыми на прямых участках. Беспрепятственное перемещение трубопроводам обеспечивают хомутовые крепления, играющие роль скользящих опор, допускающие перемещение трубопровода в осевом направлении. В качестве неподвижных опор в системах горячего водоснабжения могут применяться приваренные к стальным трубам хомуты из угловой стали, заделываемые в строительные конструкции.
Стальные трубопроводы в системах горячего водоснабжения, по сравнению с трубопроводами холодного водоснабжения, подвергаются интенсивной коррозии. Это обстоятельство следует учитывать при их эксплуатации, с целью обеспечения возможности их осмотра и ремонта в процессе эксплуатации.
10. Прокладка пластмассовых трубопроводов холодного и горячего водопровода в санузлах
Разъёмные соединения пластмассовых труб
Для прокладки пластмассовых трубопроводов холодного и горячего водопровода в санузлах применяют два вида заготовок. Первый, когда подводка к приборам выполняется непосредственно от стояка (рис.1).

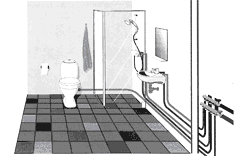
Рис.1. Открытая прокладка пластмассовых труб холодного и горячего водопровода в санузле — стандартный Т-образный вариант
Второй с установкой коллектора (рис.2).
Рис.2. Открытая прокладка пластмассовых труб холодного и горячего водопровода в санузле — коллекторный вариант
Применение коллектора позволяет устранить колебания давления и расхода в системах холодного и горячего водоснабжения при одновременном включении приборов. Кроме того, появляется возможность независимого отключения приборов при их ремонте и обслуживании.
Разъемные соединения пластмассовых труб используются при подсоединении к арматуре и оборудованию, а также в тех случаях, когда в процессе эксплуатации нужно обеспечить возможность разборки того или иного участка трубопровода. При этом затяжка накидных гаек производится специальными ключами. Применение газовых ключей не допускается. Необходимый набор инструмента показан на рис.3-7.
3  4
4  5
5  6
6  7
7 
Рис.3.. Пресс-пистолет электрический
Рис.4. Ручной пресс-инструмент
Рис.6. Сменные вкладыши
Рис.7. Калибратор для труб
Уплотнение соединений производится посредством резиновых прокладок, устанавливаемых внутри гаек.
Следует стремиться к тому, чтобы количество разъемных соединений было минимальным.
Монтаж пластмассовых труб следует осуществлять при наиболее высокой температуре воздуха внутри помещения, чтобы уменьшить в процессе эксплуатации величину продольного изгиба трубопровода. При выполнении работ в зимнее время доставленная на объект заготовка перед использованием подлежит выдержке при положительной температуре не менее 2 ч.
11. Неразъёмные соединения пластмассовых труб
Пластмассовые трубы в гильзе
Неразъемные соединения пластмассовых труб достигаются сваркой и склеиванием.
При производстве сварочных работ следует обеспечить прочность и плотность сварных стыков.
Сварку труб на открытом воздухе следует производить при температуре не ниже минус 15 °С. При более низких температурах следует принимать меры для предупреждения быстрого охлаждения сварного шва.
Другим способом получения неразъемного соединения является (рис.1) склеивание. Этот процесс состоит из трех этапов: подготовка склеиваемых поверхностей под сварку; склеивание; отвердение соединений.
При склеивании без зазора соединения «раструб — гладкий конец» на наружной поверхности гладкого конца трубы и внутренней поверхности раструба создается шероховатость с помощью шлифовальной шкурки с крупностью абразивного зерна N 12, 16. Шероховатые поверхности обезжириваются органическими растворителями.
Обезжиривание склеиваемых поверхностей труб и фасонных частей осуществляется растворителем (например, метиленхлоридом)
Если до склеивания гладкий конец трубы без приложения усилий входит в раструб на 1/4-1/3 его глубины, а при приложении усилия — полностью, то достаточен один слой клея (рис.1).

Рис.1. Неразъемное соединение склеиванием пластмассовой трубы с фитингом
Если же конец трубы свободно, без приложения усилий входит в раструб на полную глубину, то следует наносить два слоя клея. Второй слой клея наносят на первый после его высыхания (примерно через 30 мин), после чего гладкий конец трубы быстро вводят в раструб и удаляют излишний клей.
Процесс высыхания клея замедляется при понижении температуры и увеличении влажности. Применяемый клей может содержать 14-16% перхлорвиниловой смолы и 86-84% метиленхлорида.
Склеенные соединения не должны подвергаться механическим воздействиям в течение 5 мин, а перед монтажом склеенные узлы выдерживаются не менее 2 ч.
При монтаже скрытой прокладки труб холодного и горячего водопровода в санузле (рис.2) могут применяться пластмассовые трубы в гильзе (рис.3).


Рис.2. Скрытая прокладка пластмассовых труб холодного и горячего водопровода в санузле:
1 — подводка к унитазу; 2 — подводка к умывальнику
Рис.3. Пластмассовая труба в гильзе.
12. Технология соединение пластмассовых труб с тепловой «памятью»
Применение медных труб в системах холодного и горячего водоснабжения
Технологическая последовательность рабочих операций при соединении пластмассовых труб с тепловой «памятью» (рис.1-5).
Новый способ неразъемного соединения применяется при прокладке для питьевого водоснабжения пластмассовых труб с тепловой «памятью». Процесс соединения включает пять рабочих операций:
1  2
2  3
3 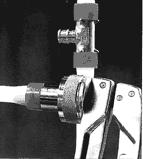 4
4 
5 
1 — отрезать трубу требуемого размера (рис.1);
2 — нагреть конец и надеть на него самообжимающее кольцо (рис.2.);
3 — расширить конец трубы вместе с самообжимающим кольцом (рис.3.);
4 — надеть расширенный конец трубы на штуцер ответвления (рис.4.);
5 — обождать 30 мин, в течение которых самообжимающее кольцо обеспечит плотность соединения (рис.5.).
Наряду с пластмассовыми трубами в системах холодного и горячего водоснабжения могут применяться медные трубы.
В тех местах, где нельзя использовать открытое пламя и где можно в течение эксплуатации легко проверить герметичность соединения медные трубы соединяют, используя обжимные фитинги. Независимо от вида медной трубы, во избежание образования заломов и сплющивания, сгибание ее необходимо выполнять с помощью трубогиба или сгибающей пружины. Переходы от стальной или пластиковой трубы к медной выполняются с использованием обжимных фитингов.
При применении медных труб в системах холодного и горячего водопровода соединение медь-латунь, медь-сталь, сталь-латунь безопасно с точки зрения возникновения коррозии, т.к. различие между «благородностью» металлов в этих парах незначительно.
Соединение оцинкованная сталь-медь очень опасно. При таком соединении сталь разрушается за счет более высокой электроотрицательности меди по отношению к цинку. Поэтому соединять медную трубу с трубой оцинкованной можно только через латунный переходник-фитинг, при условии движения воды от цинка к меди, а не наоборот.
Соединение медной трубы с трубой пластиковой безопасно, и не вызывает никаких проблем с коррозией.
Монтаж трубопроводов систем водоснабжения и водоотведения и санитарно-технических приборов




![]()
![]()
До начала проведения монтажных работ трубопроводы, соединительные детали, узлы, средства крепления, тепловая изоляция должна быть подвергнуты входному контролю. Каждая партия продукции должна сопровождаться документом о качестве, который содержит наименование предприятия, номер партии, дату выпуска. Внутреннюю водопроводную сеть здания монтируют в следующей последовательности:
-размечают и устанавливают крепления;
-разносят трубы и трубные заготовки;
-прокладывают магистральные трубопроводы, соединяют их и закрепляют;
-монтируют водопроводные стояки и соединяют с магистралями;
-монтируют подводки к водоразборной арматуре;
-прокладывают ввод водопровода;
-устанавливают водомерный узел, водомерный узел крепят либо к полу помещения или к стенам, так чтобы ось водомера находилась на высоте 1 метр от уровня чистого пола.
Поэтажные участки стояков соединяют между собой с помощью муфт. В местах прохода через несущие конструкции предусматривают футляры. Зазор между трубой и футляром заделывают водонепроницаемым и несгораемым материалом. Подводки крепятся хомутами либо опорами, располагаемыми у водоразборных точек. Полотенцесушители крепят хомутами с защелками. Полотенцесушители подсоединяют с помощью соединительных муфт с накидной гайкой. При монтаже полотенцесушителей с хромированным покрытием необходимо использовать ключ с мягкими губками.
Монтаж системы водоотведения выполняется с использованием раструбных соединений уплотняемых резиновыми кольцами. Такой тип соединения обеспечивает легкую разборку и ремонт стояков. Сборка канализационных трубопроводов
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| Отчет по производственной практике |
выполняется из отдельных труб, патрубков и отдельных деталей (монтаж россыпью).
Поступающие на монтаж трубопроводы должны иметь маркировку, которая наносится на наружную поверхность изделия. При входном контроле качества по монтажу пластиковых труб подлежат выбраковке все трубы и детали, имеющие сколы, трещины, резиновые кольца, имеющие разрывы. Фиксация пластиковых канализационных труб производится с помощью креплений.
При монтаже водоотведения перед сборкой трубопровода необходимо убедиться, что в раструбе есть резиновое кольцо. Для сохранения технических свойств резинового уплотнителя, гладкие концы труб смазывают пастой на силиконовой основе. При монтаже систем холодного и горячего водоснабжения используют следующие инструменты: сварочный аппарат, труборезы, пилы, ножницы.